以下是:球墨铸铁管配件敢与同行比质量的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 100万吨 |
|---|
| 运费说明 | 现付 |
|---|
以下是:球墨铸铁管配件敢与同行比质量的图文视频
您是想要在陕西省商洛市采购高质量的球墨铸铁管配件敢与同行比质量产品吗?鑫福兴管业有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的球墨铸铁管配件敢与同行比质量产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:桂经理-13100067565,QQ:215134291,地址:《南村镇牛匠村发货到陕西省 商洛市 商州区、洛南县、丹凤县、商南县、镇安县、柞水县》。 陕西省,商洛市 2022年,商洛市实现地区生产总值902.56亿元,其中,产业增加值125.77亿元,第二产业增加值359.55亿元,第三产业增加值417.24亿元。人均生产总值44599元。
无论您是初次接触还是已经熟悉,我们的球墨铸铁管配件敢与同行比质量产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:球墨铸铁管配件敢与同行比质量的图文介绍


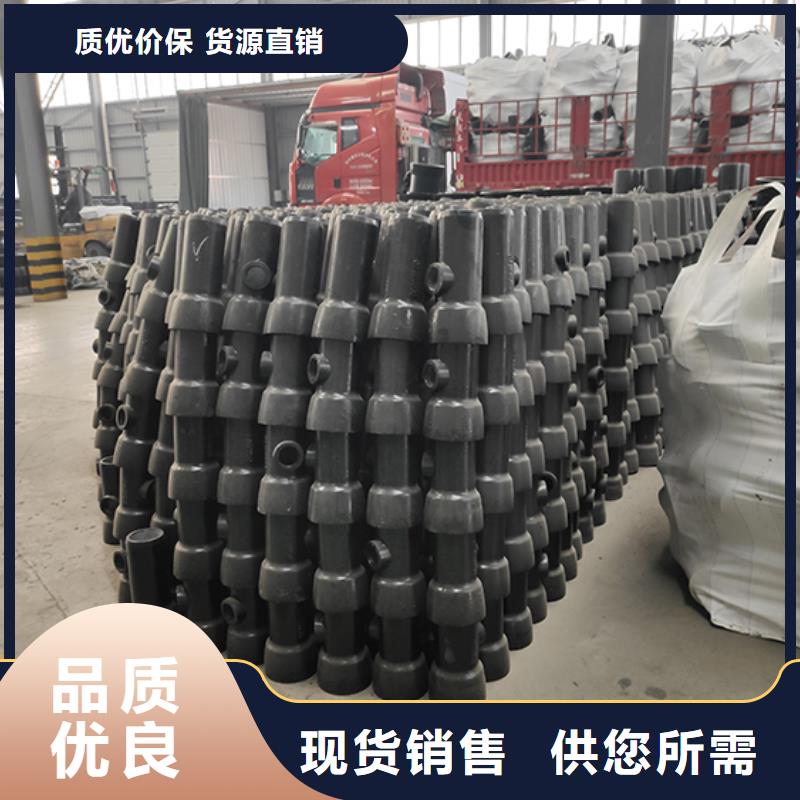
球墨铸铁管应该怎么安装?一、先截取相应长度的球墨铸铁管,切开后应确保直管两端断面与直管轴线笔直、断口润滑规整、无飞边毛刺,以免划伤橡胶密封圈; 二、在球墨铸铁管的两端插口上画好刺进深度标志线,深度标志线的断面与轴线相笔直,管件承口与直管插口端部连接处应保留大约5mm的间隙; 三、将法兰压盖、橡胶密封圈依次套人直管插口端,橡胶密封圈的上边缘与直管插口上画好的刺进深度标志线对齐; 四、装置直管时将直管插口端刺进管件承口内,装置管件时将管件承口端套入直管插口,并坚持橡胶密封圈在承口内的深度相同; 五、顺管件指向直管的方向装入螺栓,紧固螺栓时应对角交叉进行,逐一逐次均匀紧固,使橡胶密封圈均匀受力。球墨铸铁管装置技术要求:施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的均不能运用。 球墨铸铁管普通采用滑入式T型接口,只需将插口刺进承口就位即可。施工理论证明:这种接口具有可靠的密封性、杰出的抗震性和耐腐蚀性,操作简略,装置技术易操控,改善了劳动条件,质量可靠,接口完成后即可通水,是一种比拟好的接口方式。 球墨铸铁管配件



1.球墨铸铁管校圆: 经过运用液压或机械起重的办法,顶起内部向外压,或从管子表面面运用压力向内压.为了防止损坏水泥砂浆衬层,应当运用与管子内形相似的硬木垫块.康复球墨铸铁管的外在形象。 2.球墨铸铁管切管: 切管所用的砂轮切开机应可以安装切开用砂轮和磨光用砂轮,由金钢砂(碳化硅)制作的砂轮很适宜用于切开带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的进程为:作符号、切管、磨光. 3.球墨铸铁管外涂层修补: 用毛刷和钢丝清洁表面,必要时可用气燃办法枯燥,用钢丝刷清理干净后,涂上油漆. 4.球墨铸铁管内衬修补: a.把需求修补的部分转到底部,把损杯的部分剔去. b.用金属刷子除掉残留的水泥块,湿润待修部分的水泥层边际,然后等候几分部. c.填充水泥砂浆,并把它压至原有水泥涂层厚度. d.结束就是把表面涂滑润并且加上一些水或掩盖一层湿布,以防水泥干得太快而发作裂纹。 球墨铸铁管配件


鑫福兴管业有限公司一家专业生产销售 陕西商洛球墨铸铁管的企业,公司地里位置优越,交通便利,运输发达。公司奉行销售优质的产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我公司产品包括: 陕西商洛球墨铸铁管。公司技术力量雄厚、重视市场营销。公司精神“追求卓越 报国利民”公司宗旨:提供满足用户需求的优质产品,让顾客满意的优质服务。以“真诚到永远”的服务满足客户的要求。



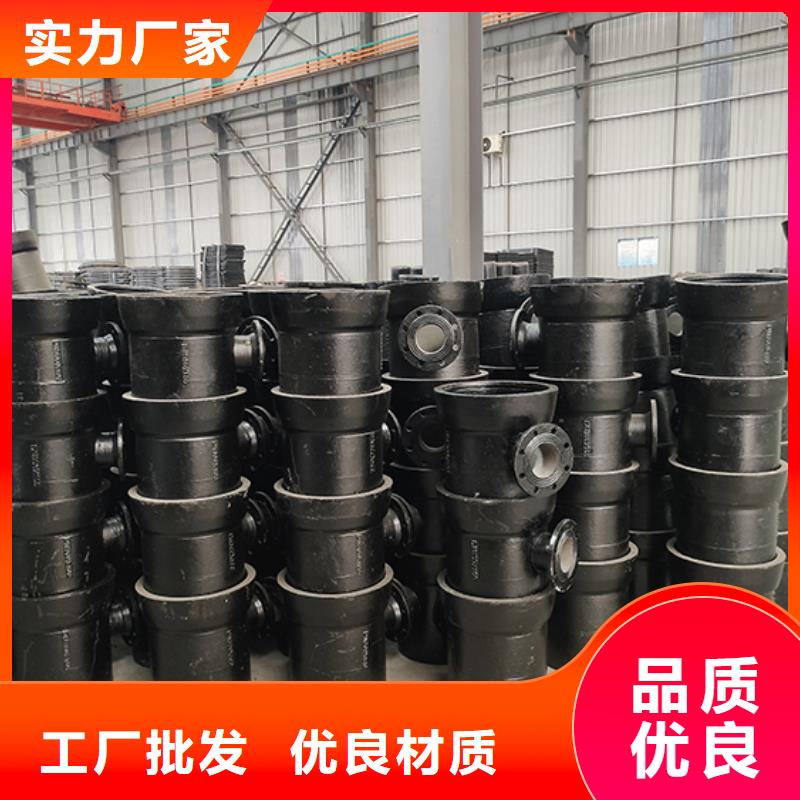
影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。


球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件



在陕西省商洛市采购球墨铸铁管配件敢与同行比质量请认准鑫福兴管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桂经理-13100067565,QQ:215134291,地址:南村镇牛匠村)。